About Octavia Carbon
Octavia Carbon is a Nairobi-based climate tech company building machines that capture CO₂ directly from the atmosphere. Ambient air is drawn through a solid adsorbent that binds CO₂; heat then drives the captured gas out for storage or utilisation. Octavia's mission is to scale carbon removal using hardware designed, built, and operated in Africa.
Instrumentation & Control Engineer
I joined as the first dedicated I&C engineer on the pilot plant. The role was hands-on: designing and installing instrumentation for process machinery, wiring sensors and actuators into the control cabinet, and building the control system from the ground up.
Day-to-day work included:
- Selection, installation, and loop-testing of pressure, flow, temperature, and gas concentration sensors across the DAC process
- Regular calibration cycles to keep measurement accuracy within process tolerances
- Commissioning the Siemens S7-1200 PLC — wiring I/O modules, configuring the TIA Portal project, and writing ladder logic for the adsorption and thermal regeneration cycles
- Full end-to-end testing of control sequences before and after each hardware change
- Designing custom PCBs for sensor signal conditioning and actuator interfacing, reducing wiring complexity and improving noise immunity on long cable runs
- Preparing instrumentation documentation, P&IDs, and calibration records
This work directly fed into the build-vs-buy analysis that would later replace the PLC stack entirely — reducing CAPEX by 63%.
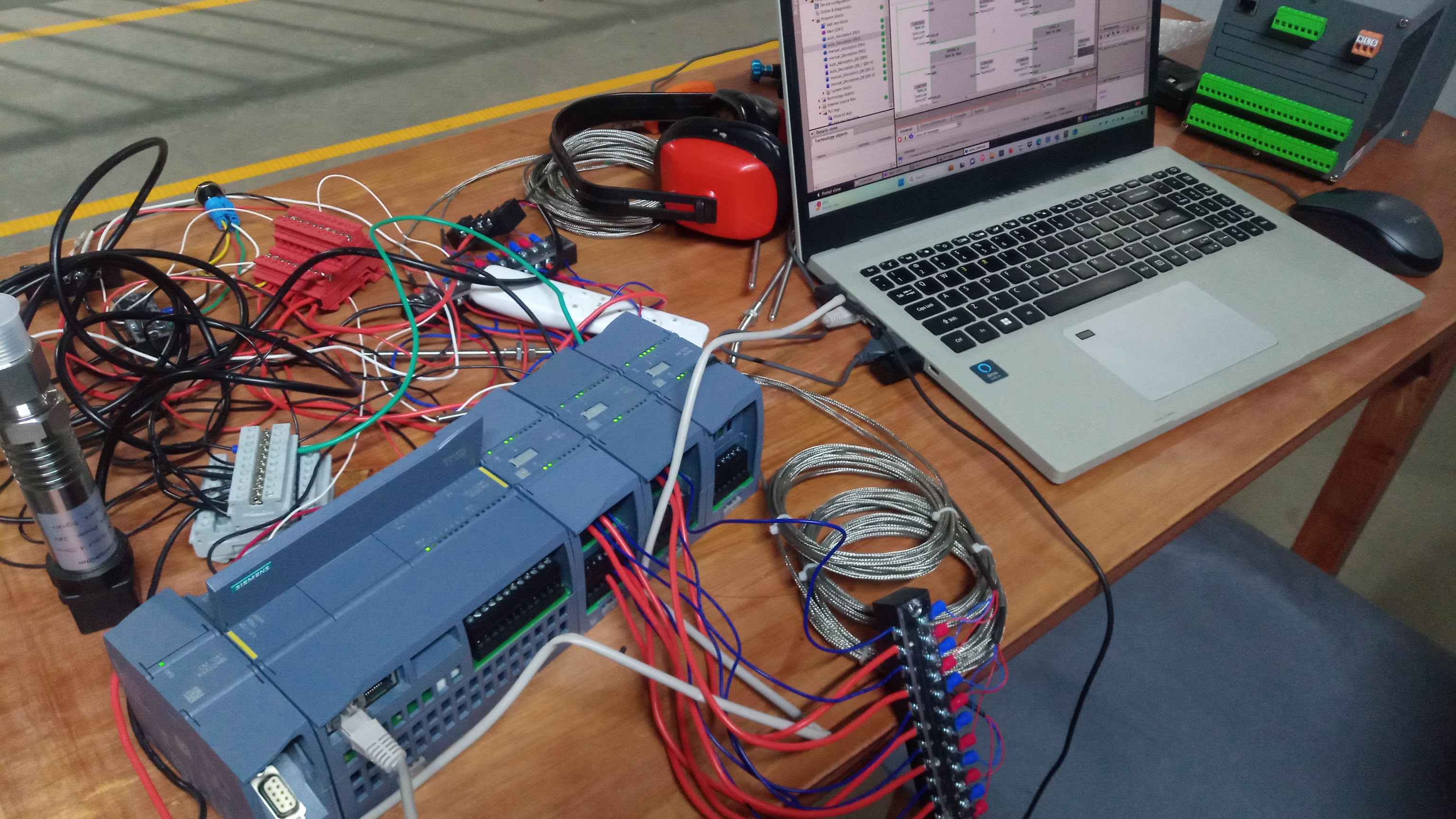
PLC commissioning — Siemens S7-1200 with sensor wiring

The pilot DAC unit at Octavia's Nairobi facility
Team Lead, Instrumentation & Control
After ten months as an individual contributor I moved into leading the I&C team. The shift was from building the system to owning its reliability and evolving it as the machine scaled up.
Responsibilities expanded to:
- Coordinating instrumentation scope across mechanical, process, and software engineering workstreams
- Designing and implementing distributed control system (DCS) architecture to handle increased I/O points and inter-system communication as the pilot plant grew
- Setting calibration schedules and maintenance intervals for the growing sensor network
- Mentoring junior engineers on instrumentation best practices and PLC programming
PCB Design & Platform Migration — PLC to ESP32
The early pilot machine used a Siemens S7-1200 PLC — the right choice for a first prototype where reliability and mature tooling matter more than cost or flexibility. But as the machine matured toward TRL 4, 5, and 6, the constraints of a commercial PLC platform became limiting: high per-unit cost, fixed I/O counts, and limited ability to customise firmware for DAC-specific control loops.
My PCB design work during the I&C phase laid the groundwork for the transition. The custom boards — designed for sensor signal conditioning, actuator interfacing, and distributed I/O — progressively replaced off-the-shelf PLC expansion modules, validating that the control architecture could run on lower-cost hardware without sacrificing reliability.
The outcome was a migration from Siemens PLCs to ESP32-based controllers for the next generation of Octavia machines. The ESP32 platform offered:
- Cost reduction — dramatically lower BOM cost per control node, critical for scaling from one pilot unit to a fleet of DAC machines
- Firmware ownership — full control over the control loop implementation, sensor drivers, and communication stack rather than being constrained by TIA Portal's ladder logic environment
- Custom I/O density — PCBs sized exactly to the machine's sensor and actuator count rather than overpaying for unused PLC channels
- OTA updates — ability to push firmware changes to deployed machines without physical access to a PLC programming terminal
The transition covered TRL 4, 5, and 6 — the stages where Octavia moved from a validated lab prototype to a machine approaching commercial readiness.
Team Lead, Pilot Plant Operations & Optimisation
With the plant operational, the focus shifted to performance. I led the team running the plant day-to-day and systematically improving its unit economics.
The binding constraint was regeneration cycle time — how long it takes to heat the adsorbent and drive off captured CO₂ before the next adsorption cycle can begin. Cycle time directly determines daily throughput, energy consumption per tonne, and ultimately cost per tonne of CO₂ removed.
I diagnosed this as the critical bottleneck and led three cross-functional teams to redesign the regeneration sequence. The outcome: 83% reduction in cycle time and a 3.6x increase in daily CO₂ throughput — moving the cost structure materially toward the $100/ton commercial benchmark.
Other key work:
- Directed a 5-person team to 0% downtime across 400+ test cycles on the 2-ton/year pilot
- Co-developed the technical R&D roadmap for the DAC+Storage plant — the due diligence framework that secured $3.1M in Series A funding
- Generated a 4.6x return on a $137K R&D budget, catalysing $630K+ in follow-on capital to deploy a 9-unit regional pilot fleet in the Rift Valley
These results directly validated the technology case for a 30x scale-up from the 2-ton/year pilot to a 60-ton/year commercial field unit.
Deputy Head of Research & Development
Co-leading the R&D function across hardware, process chemistry, and controls. The role involved strategic technical decision-making and coordination across all engineering sub-teams.
Key outcomes:
- 99.9% product purity standard achieved — resolved a 2-year technical bottleneck and directly enabled the first commercial-scale deployment of the technology
- Developed a Gen-3 technology roadmap identifying lightweight composites and microwave-based regeneration as the critical path to a 41% BOM cost reduction in the next commercialisation phase
- Secured 3 international PCT patents (World Intellectual Property Organization, 2025) protecting core technologies critical to achieving sub-$100/ton direct air capture at scale
Airflow Research
Alongside the engineering roles, I co-authored a CFD simulation and experimental study on adsorbent chamber geometry. Conventional axial-flow DAC designs force air straight through a packed bed — high resistance, high fan energy, high cost per tonne of CO₂.
We designed a multi-layer chamber that routes airflow laterally across thinner adsorbent sections in parallel, reducing pressure drop and fan load. The design was simulated in Ansys and validated against physical airflow measurements on a prototype chamber.
The paper — Simulation and Airflow Experimentation of a Multi-Layer Adsorbent Chamber for Enhanced Direct Air Capture Efficiency — was presented at the Sustainable Research and Innovation Conference (2025).
Recognition
The work at Octavia caught international attention: US Ambassador to Kenya Meg Whitman and Kenya's Special Climate Envoy Dr. Ali Mohamed visited the manufacturing facility in Nairobi — a signal of the growing geopolitical interest in African-led carbon removal.