Why This Work Mattered
When I joined Octavia Carbon, the work was about proving that direct air capture could be designed, built, and operated commercially in the Global South.
There was no local blueprint for what we were trying to do in Kenya. We were building one of the first serious DAC systems on the continent, and every technical decision carried both engineering and strategic weight.
Showing that high-quality carbon removal infrastructure could be developed and operated in Africa mattered far beyond one company. It shaped confidence in whether climate technology could be built locally rather than imported, and whether long-term investment in the region would follow.
The economics were equally demanding. DAC only becomes viable when the cost of capture moves toward the industry target of less than $100 per ton.
Controls, regeneration speed, purity, CAPEX, and energy recovery were all part of that same question: could the technology work reliably enough and cheaply enough to become commercially real?
Systems I Changed
Building a Proprietary Control Architecture
For most of the machine's development, the control system ran on off-the-shelf industrial hardware. That was the right choice for a prototype: mature tooling, known behavior, fast setup.
It was the wrong architecture for commercial scale.
The platform could not support the sensor density required for R&D units without expensive expansion modules. Customization was limited. Long-term unit economics were untenable.
I initiated and led the transition to a proprietary control stack built around in-house hardware and firmware.
I owned the PCB design for sensor conditioning and actuator interfacing, the firmware architecture for distributed control, the full build-vs-buy analysis, validation across R&D machines, and rollout across pilot systems.
This was the decision that removed one of the biggest commercialization barriers in the company.
Unlocking Stable Purity
For nearly two years, capture and regeneration inefficiency prevented the system from reaching commercial-grade output. The machine could run, but it could not produce stable CO₂ pure enough for deployment.
I led the work that broke that deadlock.
I replaced thermocouples with RTDs to eliminate temperature-control inaccuracies that introduced variability into every regeneration cycle. I wrote automated control programs to remove operator-driven process inconsistency. I redesigned seal interfaces and vacuum draw paths to ensure complete purge before regeneration. I improved regeneration consistency through better thermal sequencing.
Each change attacked a different failure mode. Together, they produced stable 24/5 industrial operation and the first fully deployed commercial DAC system in the Global South.
Redesigning the Regeneration Cycle
The binding constraint on unit economics was regeneration cycle time.
Faster regeneration meant higher throughput, lower energy cost per ton, and a cleaner path toward sub-$100/ton capture. I diagnosed regeneration as the critical bottleneck and led cross-functional teams through the redesign.
The work covered heat transfer improvements, airflow optimization, regeneration sequence redesign, sorbent type selection and packing, and thermal recovery improvements.
Each element had to be validated independently before integration, because the interactions between thermal, fluidic, and chemical behavior were not fully predictable from simulation alone.
Growing the Engineering Team
As the pilot plant became more reliable, it needed a team that could operate and maintain it without depending on the people who built it.
I led the transition of 9 interns into full-time engineering contributors.
This required more than onboarding documentation. New engineers needed clear ownership, strong operational discipline, and enough context to debug a system that was still evolving. I focused on building cross-functional collaboration across mechanical, chemical, and controls teams so that knowledge stayed accessible rather than siloed in a few people.
The goal was a team that could run 24/5 operations independently — and keep improving the machine while doing it.
Engineering Impact
The outcomes from this work were measurable across cost, purity, throughput, reliability, and capital.
63% CAPEX reduction in control architecture costs through the proprietary controller transition.
99.9% CO₂ product purity achieved and sustained across continuous 24/5 industrial operation — the threshold that enabled commercial deployment.
83% faster regeneration cycle time and a 3.6× increase in daily CO₂ throughput from the regeneration redesign.
Zero downtime across more than 400 test cycles operating the 2 ton/year TRL6 pilot plant.
$3.1M Series A secured, with technical validation directly supporting the investment thesis.
4.6× return on a $137K R&D budget, catalyzing $630K+ in follow-on capital toward a 9-unit regional pilot fleet.
Validated scale-up path from 2 ton/year pilot to a 60 ton/year commercial field unit — a 30× increase.
What Operating This Taught Me
The Machine Answers to Physics First
You can design control sequences, set timing parameters, and tune setpoints — but the adsorbent behaves according to thermochemistry, not schedule.
The two-year purity deadlock was not a controls problem. It was a physics problem that looked like a controls problem until the instrumentation was accurate enough to show what was actually happening. Replacing thermocouples with RTDs did not fix the control algorithm. It revealed that the temperature readings had been wrong the entire time.
Working at the interface between control systems and physical processes taught me that the most important debugging step is often improving your ability to observe the system — not changing what the system does.
Pilot Reliability Is Not Production Reliability
A machine that runs 24/5 but concentrates critical knowledge in three people is not a reliable system. It is a fragile one that has not failed yet.
The transition from pilot operation to production-ready plant required building the team deliberately, not just growing headcount. Engineers needed to understand not just how to operate the machine, but why it was designed the way it was — what the failure modes were, which parameters mattered most, and how to debug under live operating conditions.
Reliable industrial operation is not a property of the hardware alone. It is a property of the hardware and the team that understands it.
Platform Scale
Octavia Carbon operates the Global South's first fully deployed commercial Direct Air Capture system.
The pilot plant operates at 2 ton/year under a TRL6 classification. The engineering validation completed during this work established the scale-up path to a 60 ton/year commercial field unit — a 30× increase in capacity.
The system achieved a BeZero Carbon AAA rating, placing it among the highest-rated carbon removal projects globally. The facility has received visits from international figures including Meg Whitman and Ali Mohamed, reflecting the strategic importance of African-led climate infrastructure at commercial scale.
Three PCT patents have been filed covering the core technology.
Research was presented at the Sustainable Research and Innovation Conference (2025), covering simulation and experimental validation of a multi-layer adsorbent chamber design for enhanced DAC efficiency.
How I Think
Climate hardware is unforgiving.
Reliable systems come from three things:
Correct physics — the process must work thermodynamically before it works financially. No amount of engineering discipline compensates for a chemistry that does not close.
Control over the stack — the economics improve when you own the system instead of renting critical decisions from suppliers. A proprietary controller is not an engineering preference. It is a cost structure.
Operational discipline — a machine is only real when it can run repeatedly, under real conditions, operated by people who were not there when it was designed.
That is why I care equally about controls, process design, and team structure.
They all solve the same problem: turning technical possibility into commercial reality.
Photo Gallery
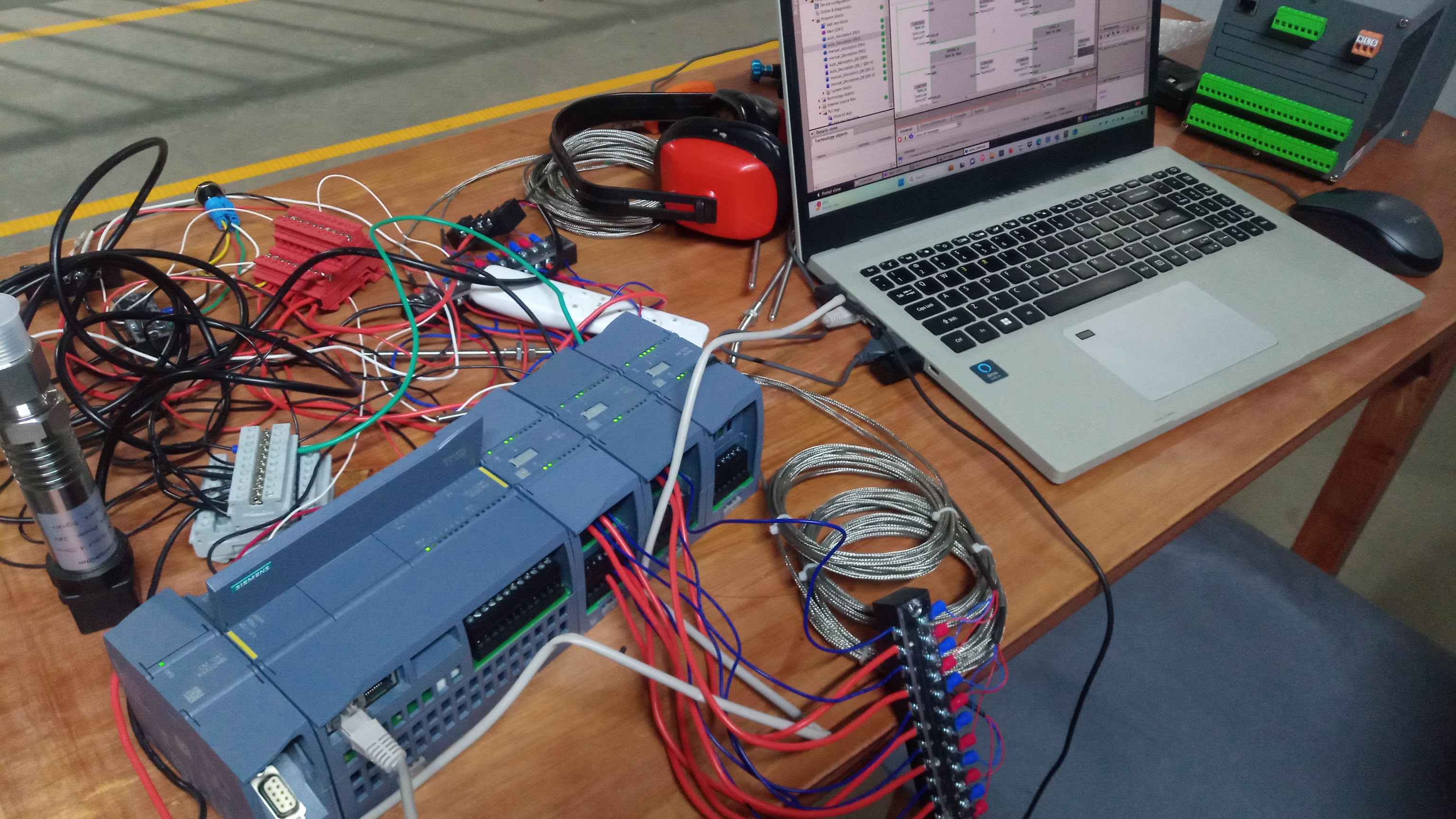
PLC commissioning — Siemens S7-1200 with sensor wiring and I/O modules

Pilot plant control cabinet — instrumentation, actuator wiring, and process interlocks

The pilot DAC unit at Octavia's Nairobi facility

Team at Octavia Carbon's manufacturing facility, Nairobi

Gen 2 pilot plant — Octavia Carbon's Nairobi facility
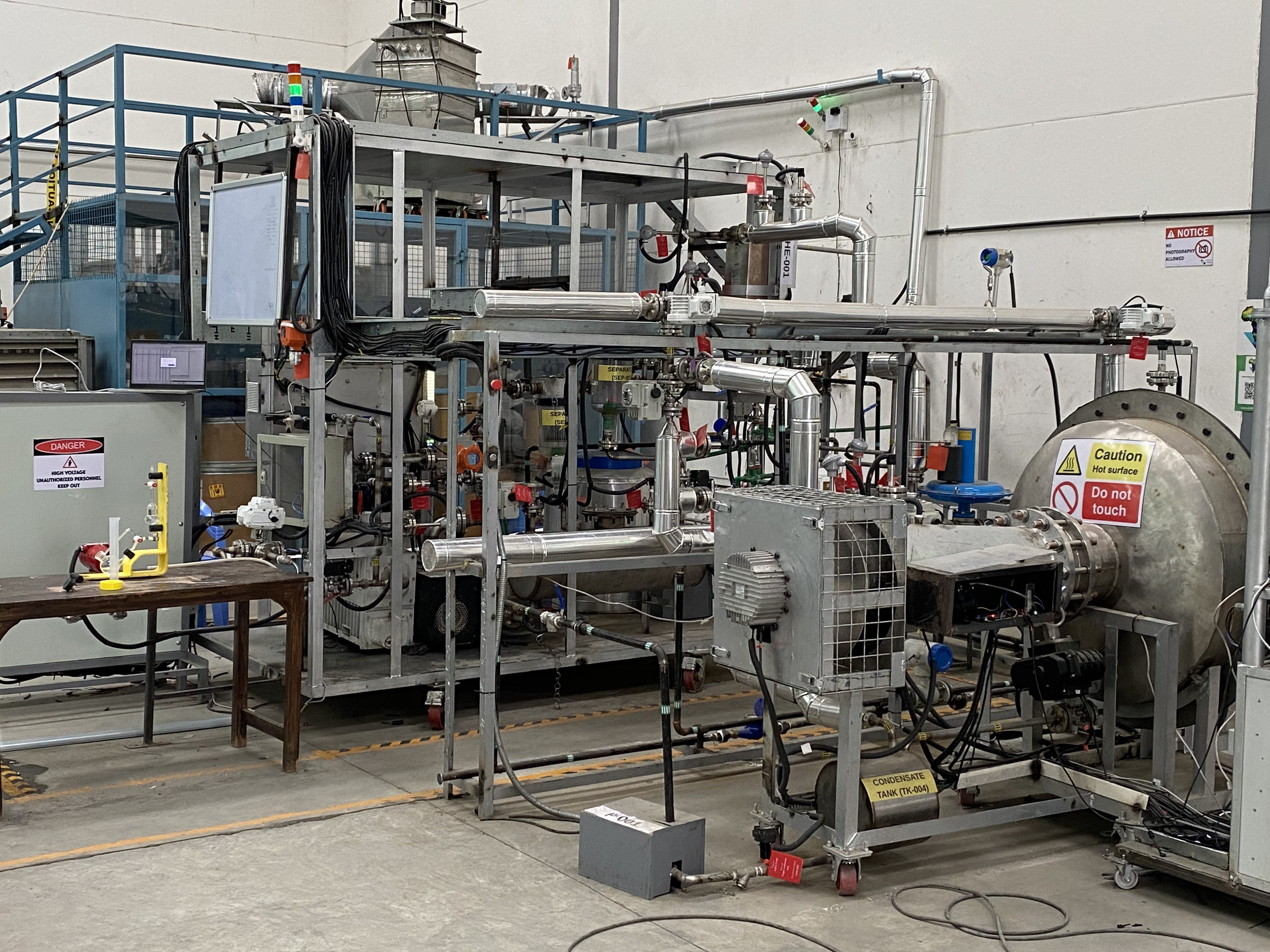
Gen 3 pilot unit — full process train with adsorbent bed, heaters, and CO₂ storage vessel